

Thomas Foods International is investing in a major processing unit to beat the time on potato shelf life. As part of extensive upgrades to its Penfield Gardens-based manufacturing plant, the firm, which is one of Australia’s leading food processors, has built a world-first Spectrim potato grading line. A 12-lane Compac sorter with Spectrim grading technology, modern packing equipment, and automated pallet weighing, packing, and wrapping operations are all part of the installation. Spectrim ensures 100% examination of each potato utilising different colour and infrared wavelengths, with nine cameras on each of the 12 lanes. While the exact cost was not disclosed, Thomas Foods International Fresh Produce CEO Rod Knight stated that it was a “multi-million dollar” piece of equipment.
For grocery merchants and Thomas Foods’ export partners, the Compac potato sorting and grading equipment offers a new rate of precision and consistency. Mr Knight explained, “The fully-automated Compac sorting machine has a maximum output capacity of 45 tonnes per hour and a simplified sorting and packing timescale can see deliveries to SA-based retail warehouses on the same day they are processed.” “When it comes to bringing fresh food to market, the clock is always ticking, and offering way faster but more accurate processing allows us to sort, pack, and send potatoes to Victoria and NSW overnight, and to Queensland in as little as two days.”\
“This means that consumers may enjoy healthier potatoes that have been evaluated using innovation that pays adequate respect to farmers’ continued efforts to generate excellent local produce for people to enjoy.” Each potato is scanned for even slight damage, such as early rots or bruises, which have proved difficult for the industry to identify using earlier technologies or even the human eye. The camera technology assigns a grade depending on the results, giving customers confidence in the quality of the purchases they make. “Spectrim sensors and cameras capture over 200 photos of each potato, while enhanced lighting offers even illumination power and consistency to better support the high-tech.”
“Cleanliness is also pushed to a new level by having processing lines equipped with superior easy-to-clean stainless-steel features to ensure the highest levels of hygiene,” says the company. “The improved grading accuracy enhances our supply chain by allowing us to broaden our previous quality control reporting.” “This information can then be used to provide specific defect and yield information to help with farm planning and agronomy,” says the researcher. Thomas Foods International Fresh Produce processes over 60,000 tonnes of potatoes per year, which are subsequently distributed to Coles, Woolworths, and other major distribution centres around Australia, as well as exported worldwide.
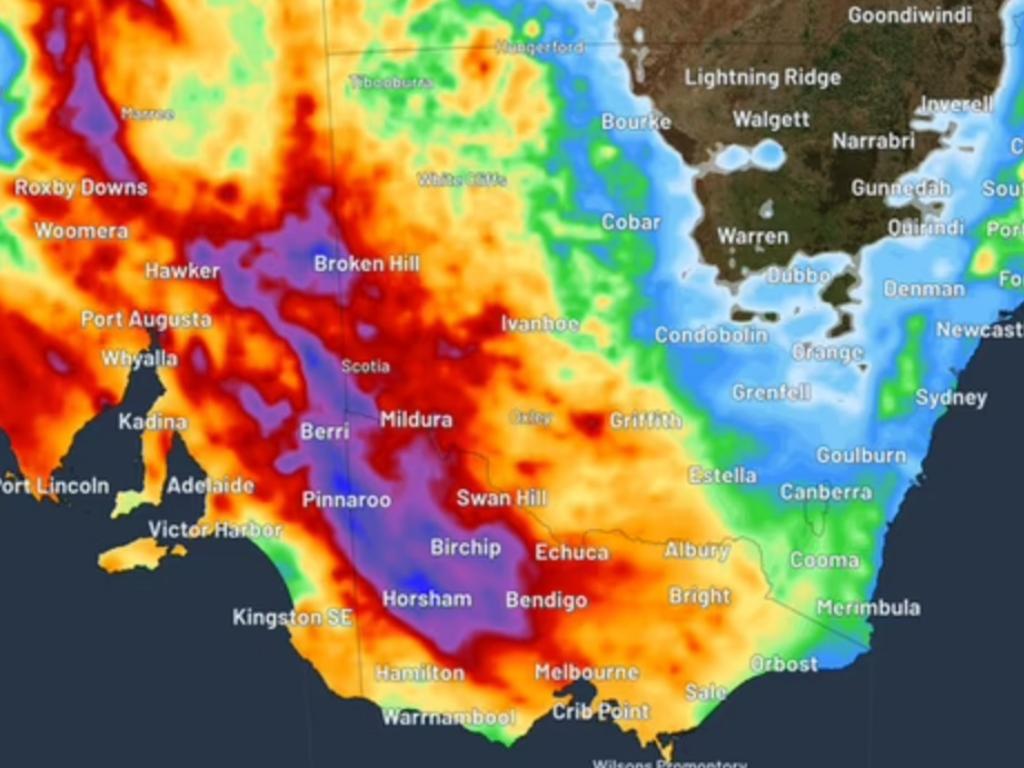
After months of dry conditions across much of Victoria and parts of southern New South Wales and South Australia, late-February and early-March rainfall delivered a dramatic change in seasonal conditions for many farming regions. For some growers, the rain marked the first meaningful break in up to seven months, bringing renewed optimism for the upcoming […]
Read More →
Australia’s grain industry is experiencing one of the strongest seasons in its history, with Western Australia leading a record breaking harvest across wheat, barley and other grains. New production data confirms that Australia is playing an increasingly critical role in stabilising global grain markets at a time of rising international demand and supply pressure. This […]
Read More →
Australia’s protected cropping sector has reached another major milestone, with a $168 million acquisition of the country’s largest hydroponic glasshouse facility at Two Wells, South Australia. The purchase, led by Centuria Capital, highlights the growing appetite for agricultural assets as investors seek resilient, long-term opportunities tied to food security and high-value horticulture. Located approximately 50 […]
Read More →